高級製錶之所以價值不斐,乃是由許多面向構築而成;而在腕錶組成中占有舉足輕重地位的機芯,同樣也有多重標準可以評鑑其等級水準,走時的準確性自然是最基本的要求,至於硬體部分像是版路結構、擒縱微調系統⋯⋯等也是參考的標準,不過論及對機芯最直接與普遍的觀察鑑賞,一般我們都會從其上的拋磨工藝作為起點。機芯零件的拋磨若以目的來分可粗略歸為二類:一為實用性拋磨,像是齒輪前端齒瓣的加工就是出自減少摩擦力與強化潤滑油吸附力等原因,雖不起眼但非常必要;另一種此次所要探究的主題則是以美化機芯觀賞價值為前提的裝飾性拋磨,通常見於基板、夾板、橋板甚至自動盤等處,由於這些零件在銑削成型後紋路較為粗糙,就像一個未上色的瓷胎,雖已具實質功能,但以外觀(賣相)而言仍等同於半成品般。而且在機芯零件這樣狹小的空間中若能以手工方式修飾出形形色色的漂亮紋理,不僅讓人獲得賞心悅目的美感體驗,同時也可由此反映出品牌製作技術的實力,在機器化自動生產當道的今日,藉由人手雕琢出的「工藝」絕對是一種難以量化的價值,機芯上裝飾性拋磨的精緻、妝點與卓越匠心等遂成為高級錶身價居各不下的主、客觀因素。不過腕錶機芯的拋磨工藝就其內容其實不勝枚舉,以下我們將替各位歸納出最常見的三種形式。

▲品鑑機芯的一大重點
透過透明底蓋除可見機芯運作的軌跡,其上的打磨修飾通常也是評斷該枚機芯價值的重要因素。
倒角處理Bevel
倒角處理簡單來說就是將金屬板件之間的斷面直角切除呈45°再進行磨平、拋光的過程,看起來似乎簡單愉快,但實際處理起來就不是這麼一回事了。工藝師要先針對斷面施加壓力使其角度逐漸向內削除,施力時力道的拿捏非常重要,過與不及分別會造成板件變形以及斜面角度不足的問題;接著在磨平與拋亮新斷面時,還要隨時注意其兩邊是否平行、表面是否同等光滑等細節,因此倒角處理極為費工耗時,稍有大意便等於要重新來過。倒角處理往下細分還可分為通常用以修飾基板上寶石軸承周圍的弧形倒角、在兩個向外接合的板件處加以修飾的外部直線倒角,以及在兩個向內聚合的板件邊緣施以筆直、尖銳線條處理的內部直線倒角,其中內部直線倒角在三者中處於製作難度的頂層,除了鮮有錶廠能夠執行,能掌握此項技法的工藝師更是寥寥無幾,因此普遍來說,能夠將弧形倒角完美呈現已屬難能可貴。

▲AP Cal. 2120
示範機種可見倒角處理應用範圍不僅在基板與夾板,連自動盤上的鏤刻字樣都同步進行了倒角。

▲PP Cal. CH29-535 PS
計時機芯的複雜度不在話下,但是百達翡麗細膩到大小組件都進行倒角處理更是讓人讚歎。

▲PANERAI Cal. P.3000
四分之三夾板的邊緣可以看到連綿的倒角處理,而擒縱橋板周圍的倒角更猶如一體成型般完整。

▲VC Cal. 2260
江詩丹頓的倒角處理不論內、外角皆展現出高超水準,有日內瓦印記的認證更可看出其功力非凡。
日內瓦波紋Coté de Geneve
藉由透明底蓋在機芯基板上最容易也最常看到拋磨修飾,絕對非日內瓦波紋莫屬。特色便是在板件表面磨刻出由等距且細密的弧形線條排列出一道一道、狀似水波(Coté)的紋路。一般日內瓦波紋的工序是工藝師採用前端置有砂紙的黃銅圓筒作為工具,接著開始在已先行經拋光處理的基板或夾板等零件上微施壓力輕觸(如果打磨過程施加過重的力度,則結果不難想像,表面會因縱深太大而表現出比原始零件表面更為粗糙的質地),以垂直移動的方式在零件上留下印痕,不僅力道要注意,連工具運行的速率也需保持一致,如此才能讓波紋內部的密集弧線表現出整齊的平行感;即使日內瓦波紋屬於機芯常見的拋磨法,但不代表其只有死板的單一表現形式,否則也會因每枚機芯看上去皆大同小異而失去裝飾的美意,其實若就廣義範圍的日內瓦波紋來說,其擁有許多衍生樣式,眾錶廠間也從而來塑造自己的辨識度。

▲ Cal. 1904 MC
卡地亞的機芯作品在基板與自動盤上皆施以大塊的橫向日內瓦波紋,達成視覺上統一的層次。

▲MONTBLANC Cal. MBR 110
萬寶龍的波紋可與MOSER 進行對照,同樣是採斜向紋路,不過其採取便屬於較傳統的等寬形式。

▲H.MOSER & CIE Cal. 321.503
H. MOSER & CIE 的日內瓦波紋採用寬窄交錯的方式發揮出有別於傳統樣式的新鮮感。

▲UN Cal. UN-118
從雅典的新自製機芯基板上又可發現另一種日內瓦波紋的應用:同心圓式的環狀紋路。
珍珠紋Perlé
珍珠紋亦有人稱為珍珠點打磨、魚鱗紋、雲朵紋等,說法莫衷一是。各品牌的使用比例之高不見得下於日內瓦波紋,但是珍珠紋通常較低調地運用在機芯頂板或是中層的夾板上頭,露面機會較小。珍珠紋的定義可理解為在金屬零件上刻磨出互相疊合的圓形紋路,成果既像一顆顆細小的珍珠、彼此疊合後形成的扇形組合又像是魚類身上的鱗片,因之擁有多變的稱號。珍珠紋的作法為工藝師以木桿為工具,並於前端覆上砂紙或是研磨膏等媒介,跟著就是在零件上以定點作為中心,再來回旋轉木桿即可磨刻出單一圓點紋路,後續的紋路通常會循兩個圓形間以圓心疊合圓周的模式來達成具平行美感的形狀。另外珍珠紋也會因為工藝師使用木桿直徑的尺寸而形成大小不一的變化性,可視零件面積的寬狹來選擇相對的紋路直徑,有時候在同一枚機芯上就可以找到好幾顆大小不一的「珍珠」,蔚為壯觀。

▲A.LANGE & SOHNE Cal. L072.1
朗格隨夾板尺寸採不同直徑的珍珠打磨,另外在擒縱支撐橋板上的雕花則是德系品牌的特色。
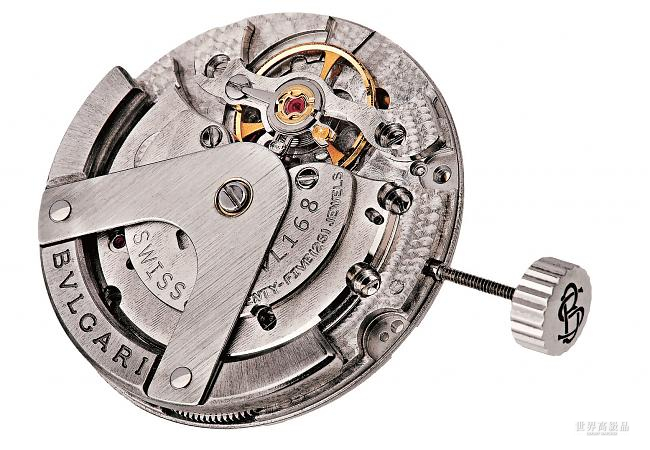
▲BVLGARI Cal. 168B
寶格麗在機芯不同層次的夾板上都採用了珍珠紋打磨,將機芯內外都修飾得非常徹底。

▲AP Cal. 4101ST
愛彼的「扭轉乾坤」機芯在中層夾板上有大量的珍珠紋,即使遇到螺紋孔洞仍不影響其紋路連貫性。

▲VC Cal. 1120 QP
一般來說,眾錶廠在面盤底下的機芯頂板也會施以珍珠紋飾,展現其一絲不苟的製錶態度。